





 扫一扫
扫一扫
新策钢管有限公司是精于 液压油缸管厂家、系列产品的应用研究和开发,致力于广大客户提供专业化和个性化服务的公司。我们专业生产 液压油缸管厂家、等。公司主营产品 液压油缸管厂家、。新策钢管有限公司诚始终坚持以“品质是企业的生命”这一理念永续经营,本着“质量至上诚信经营”的经营理念及“用心服务感动客户”的销售理念去赢得客户赢得市场,持续不断为广大客户提供z u i全面的 液压油缸管厂家、解决方案,勤劳和真诚的我们愿与您携手共进,共赢未来!

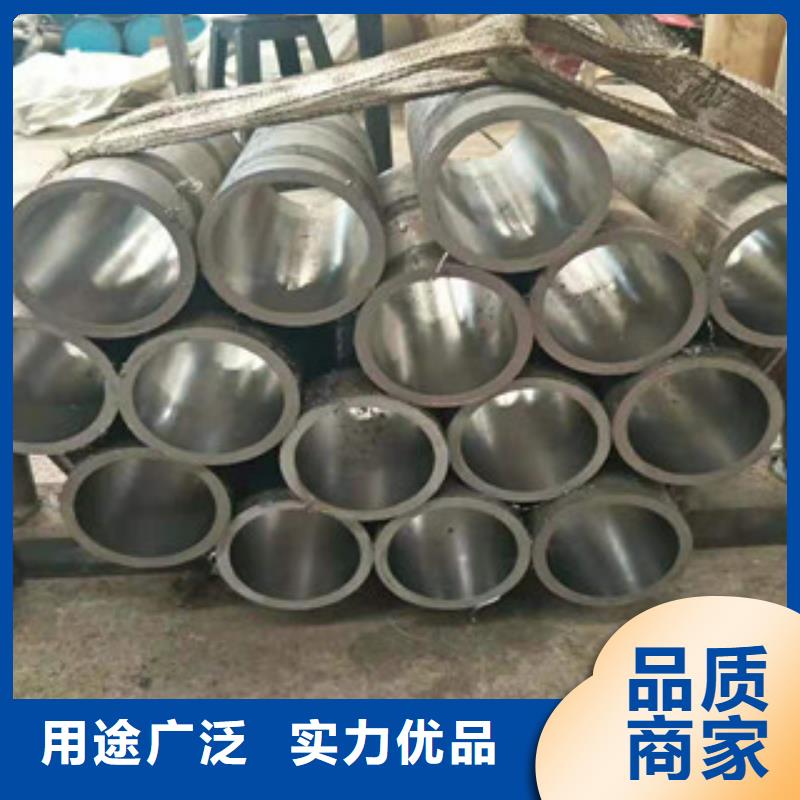
珩磨管产品表面经特殊研磨及硬镀铬技术处理,再经镜面抛光处理而成,耐摩擦、抗腐蚀性特性,适用于各种气缸、油缸、活塞杆、包装、纺织、印染机械、压铸机、木工、注塑及其他机械用导杆、顶杆等
活塞杆的材质可分为:轴承钢、45#钢、40Cr、不绣钢几种,产品等级可分为普通杆淬火杆几种。45#钢活塞杆表面经特殊研磨及硬铬电镀技术外理,再经镜面抛光而成,耐磨擦、抗腐蚀性特性,适用于各种气缸、油缸、活塞杆、包装、木工、纺织、印染机械、压铸机、注塑机、及其它机械用导杆、顶杆等。
绗磨管的加工是采用滚压加工,钢管表面留有的应压力,对于表面小裂纹有很好的封闭作用,能防止表面受到侵蚀。从而提高了表面的抗腐蚀能力,并能减少裂纹的产生和扩大,这样加强了绗磨管的抗压强度。通过滚压成型的绗磨管,能在表面形成一层冷作硬化层,减少磨削副接触表面的弹性和塑性变形,从而提高了耐磨性,避免因磨削产生的烧伤。滚压后的表面粗糙度大大减小,提高了绗磨管的配合性。
所谓滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使表面的不平整度碾平,从而达到改变表面结构、机械特性、性质和尺寸的最终目的。这种滚压加工技术是磨削无法做到了,同时满足光整加工和强化的要求。
滚压加工的原理是利用金属在常温状态下的冷塑性特点,利用滚压工具对工件施加一定的压力,使工件表层金属产生塑性流动,从而降低工件表面的粗糙程度。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,提高金属硬度和强度,改善工件表面的耐磨性、耐蚀性和配合性。









冷拔(轧)无缝绗磨钢管的轧制方法较热轧(挤压无缝绗磨钢管)复杂。它们的生产工艺流程前三步基本相同。不同之处从第四个步骤开始,圆管坯经打空后,要打头,退火。退火后要用专门的酸性液体进行酸洗。酸洗后,涂油。然后紧接着是经过多道次冷拔再坯管,专门的热处理。热处理后,就要被矫直。钢管经矫直后由传送带送至金属水压实验进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。
无缝绗磨管工艺流程
管坯——检验——剥皮——检验——加热——穿孔——酸洗——修磨——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验——冷轧——去油——切头——风干——内抛光——外抛光——检验——标识——成品包装
技术支持:cdlgp.com