海城【当地】无缝钢管小口大口径厚壁无缝钢管24小时下单发货的详细视频已经上传,通过视频,您可以更深入地了解产品的功能和特点。
以下是:海城【当地】无缝钢管小口大口径厚壁无缝钢管24小时下单发货的图文介绍


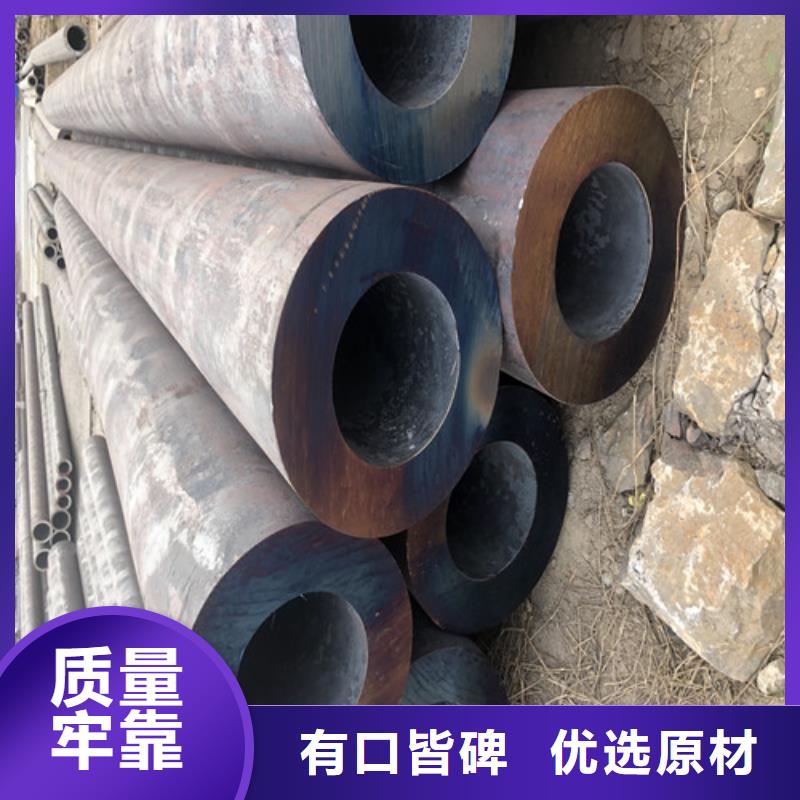
通常适用无缝钢管的材质,无缝钢管又分为GB8162、GB8163这两个常用的,但45#钢只有GB8162才有,45#是机械加工的一种常用材质。 首先来说20#和45#钢的c、Si、Mn、P、S含量不同,45要高于20#钢,你可以买本钢材只是手册看一下。20#钢淬透性、淬硬性低、塑性、韧性、焊接性好,热轧或正火后韧性更好,可制作不太重要的中、小型渗碳、碳氮共渗件、锻压件,如杠杆轴、变速箱变速叉、齿轮,重型机械拉杆、钩环等。45#钢是常用中碳调质钢,综合力学性能良好,淬透性低,水淬时易生裂纹。小型件宜采用调质处理,大型件宜采用正火处理,主要用于制造强度高的运动件,如透平机叶轮、压缩机活塞。轴、齿轮、齿条、蜗杆等。 它们通常适用无缝钢管的材质,无缝钢管又分为GB8162、GB8163这两个常用的,但45#钢只有GB8162才有,45#是机械加工的一种常用钢管材质。 普通冷拔无缝钢管与精轧无缝钢管的区别在于 1、普通无缝钢管主要特点是无焊接缝,可承受较大的压力。产品可以是很粗糙的铸态或冷拨件,适合用于机械加工,流体管道。 2、精密钢管是近几年出现的产品,主要是内孔、外壁尺寸有严格的公差及粗糙度,外表光亮,但 的一个缺点是不可以握弯,解决方法 退火但是退火后就不会发光了但是壁厚公差还可以保证。



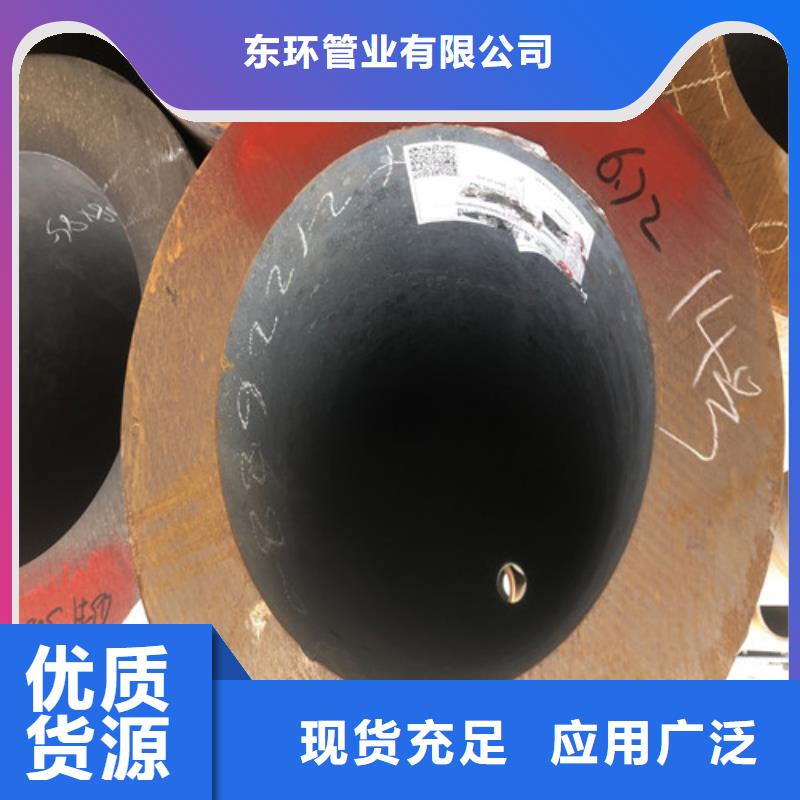
东环管业有限公司位于经济开发区。 我们专注于 海城精拉无缝钢管、生产和销售多年, 公司正以“开拓创新、追求卓越、行业争先、服务社会”为宗旨,始终把提高用户满意度作为我们不懈追求的目标,始终贯彻“诚信、务实、专业、创新”公司准则, 立足高端,放眼世界,使技术和产品水平达到 海城精拉无缝钢管、行业先进水平,在发展的道路上不断求索、创新。


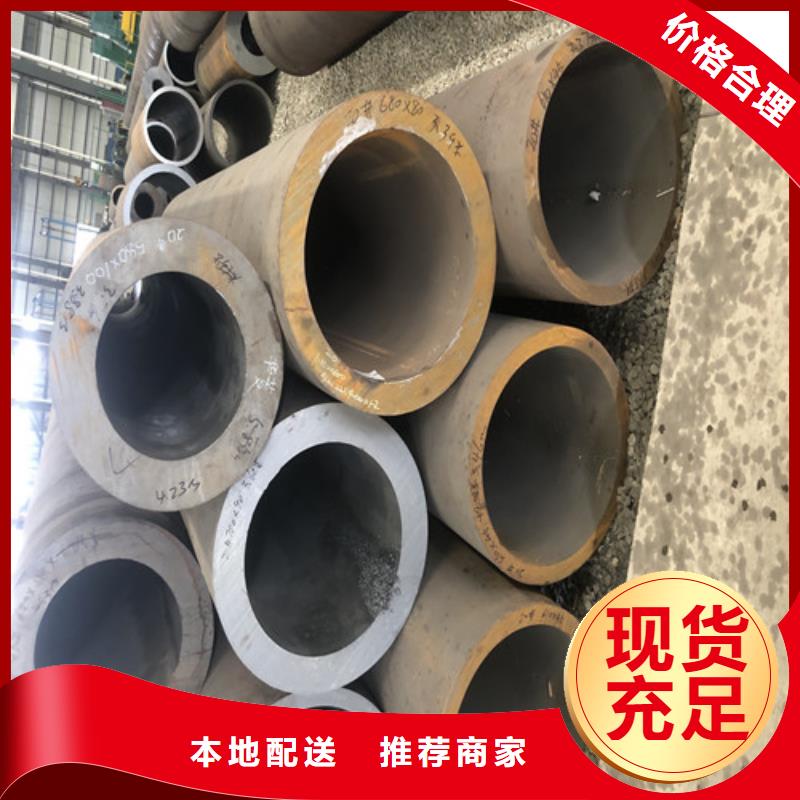
热连轧无缝钢管内结疤缺陷是存在于钢管内表面,类似于黄豆粒大小的凹坑,结疤内大部分有呈灰褐色或灰黑色的异物。内结疤的影响因素有:除氧化物剂、喷吹工艺、芯棒润滑等因素。下面就随无缝钢管厂家小编来看一下如何控制无缝钢管的内表面缺陷: 1、除氧化物剂 氧化物要求在芯棒预穿时处于熔融状态。其力度等严格要求。 1)除氧化物剂粉末粒度一般要求在16目左右。 2)除氧化物剂中硬脂酸钠的含量要达到12%以上,以使其能在毛管内腔中充分燃烧。 3)根据毛管内表面面积确定除氧化物剂的喷吹量,一般为1.5-2.0g/dm2,不同直径、长度的毛管喷吹得除氧化物剂量是不同的。 2、喷吹工艺参数 1)喷吹压力应与毛管直径、长度相配合,既保证吹扫有力,燃烧充分,又不能有未完全燃烧的除氧化物剂被气流从毛管内吹走。 2)吹扫时间应根据毛管直接、长度进行调节,以毛管内没有悬浮的金属氧化物再被吹出为标准。 3)喷嘴高度应根据毛管直径进行调节,以保证对中良好。每个班次要清理一次喷嘴,长时间停机要拆下喷嘴进行清洗。为保证除氧化物剂在毛管内壁均匀吹扫,在喷吹除氧化物剂工位使用选装装置,并配以旋转气压。 3、芯棒润滑 芯棒润滑效果不好或芯棒润滑剂温度过低,会产生内结疤。为了提高芯棒温度,可采取只一次冷却水冷却的办法。生产过程中需要严格控制芯棒的温度,保证喷涂润滑剂前芯棒表面温度在80-120℃,芯棒温度不能长时间高于120℃,以保证预穿前其表面的润滑剂干燥并致密,操作工应经常检查芯棒润滑状况。



镀锌钢管的焊接需要注意哪些事情?下面无缝钢管厂家小编就来为大家讲一下 一、前提就要打磨 但是必须把焊接处的镀锌层打磨掉,否则会产生气泡、沙眼、假焊等。还会使焊缝变脆,刚性下降。 二、镀锌钢的焊接特点 镀锌钢一般是在低碳钢外镀一层锌,镀锌层一般在20um厚。锌的熔点在419°C,沸点908°C左右。在焊接中,锌熔化成液体浮在熔池表面或在焊缝根部位置。锌在铁中具有较大固溶度,锌液体会沿晶界深入浸蚀焊缝金属,低熔点锌形成“液体金属脆化”。 同时,锌与铁可形成金属间脆性化合物,这些脆性相使焊缝金属塑性降低,在拉应力作用下而产生裂纹。 如果焊接角焊缝,尤其是T形接头的角焊缝容易产生穿透裂纹。镀锌钢焊接时,坡口表面及边缘处的锌层,在电弧热作用下,产生氧化、熔化、蒸发以至挥发出白色烟尘和蒸汽,极易引起焊缝气孔。 由于氧化而形成的ZnO,其熔点较高,约1800°C以上,若在焊接过程中参数偏小,将引起ZnO夹渣,同时。由于Zn成为脱氧剂。产生FeO-MnO或FeO-MnO-SiO2低熔点氧化物夹渣。其次,由于锌的蒸发,挥发出大量的白色烟尘,对人体有刺激、伤害作用,因此,必须把焊接处的镀锌层打磨处理掉。 三、焊接工艺控制 镀锌钢的焊前准备与一般的低碳钢是相同的,需要注意的是要认真处理好坡口尺寸和附近的镀锌层。为了焊透,坡口尺寸要适当,一般60~65°,要留有一定的间隙,一般为1.5~2.5mm;为了减少锌对焊缝的渗透,在焊之前,可将坡口内的镀锌层清除以后再焊。 在实际监理工作中,采用了集中打坡口,不留钝边工艺进行集中控制,两层焊接工艺,减少了未焊透的可能性。 焊条应根据镀锌管的基体材质选用,一般低碳钢由于考虑易操作性,选用J422较为普遍。 焊接手法:在焊多层焊的 层焊缝时,尽量使锌层熔化并使之汽化、蒸发而逸出焊缝,可大大减少液体锌留在焊缝中。



 扫一扫
扫一扫